
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Máy tải tự động và dỡ hàng tự động loại chống dính cho các tấm
Khi các phôi đồ nội thất được tải trong toàn bộ pallet, do tính thấm không khí của vật liệu, mức độ phù hợp giữa các phôi,
và độ bám dính của keo ở các cạnh, bộ điều khiển có thể gây ra sự kết dính lẫn nhau khi lấy phôi làm việc:
Mục tiêu là lấy một lớp phôi, nhưng trong thực tế, nó có thể lấy nhiều nhất 3-4 lớp.
Điều này sẽ gây ra một loạt các tác động tiêu cực và làm giảm đáng kể độ tin cậy của hoạt động thiết bị.
Các thiết bị có yêu cầu cao đối với các tấm được tải: các tấm được đặt càng dài, sự phù hợp hơn giữa các tấm,
và nó càng dễ dàng tuân thủ; Sự sạch sẽ của các tấm và keo dư ở các cạnh có thể làm nặng thêm độ bám dính lẫn nhau giữa các tấm.
Độ tin cậy hoạt động của thiết bị là kém.
Các vấn đề gây ra bởi sự kết dính lẫn nhau giữa các tấm đòi hỏi phải tắt máy và can thiệp thủ công, và tình huống này xảy ra thường xuyên.
Có một rủi ro an toàn cao: những bất thường thường xuyên yêu cầu nhân sự vào và thoát khỏi khu vực làm việc của người thao túng, gây ra rủi ro an toàn lớn.
Chu kỳ lấy cốc hút không được cố định: chiều cao của bàn để phát hành các tấm được cố định, nhưng khi lấy,
Các tấm được lớp lấy từng lớp từ mỗi pallet và chiều cao giảm dần, điều này liên tục thay đổi.
Do đó, cần phải nghiên cứu và phát triển một loại thiết bị tự động hóa cho ăn được liên kết mới để cung cấp chính xác cho các tấm để được khoan để đối phó với các vấn đề trên.
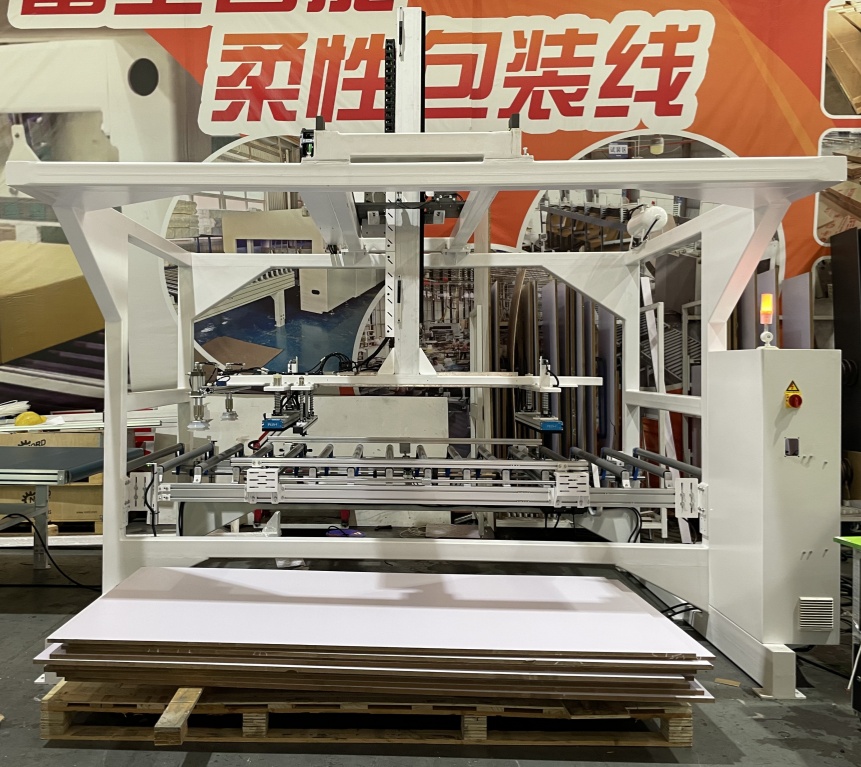

Quy trình công việc của máy tải và dỡ máy tự động loại chống dính trong dây chuyền sản xuất bảng điều khiển bằng gỗ
1. Chuẩn bị tải: Công nhân đặt toàn bộ các pallet của các tấm gỗ được xử lý để xử lý trên giá cho ăn của thiết bị. Nền tảng nâng của giá đỡ tự động điều chỉnh theo chiều cao nắm bắt ban đầu.
2. Định vị và lấy: Bộ điều khiển Gantry điều khiển cơ chế nắm bắt để di chuyển ngay phía trên các tấm. Một camera công nghiệp định vị vị trí của bảng điều khiển;
Các cốc hút xuống tiếp xúc với bề mặt bảng điều khiển và mô-đun chống dính được kích hoạt đồng thời.
3. Phát hiện độ hấp dẫn: Một cảm biến căng thẳng phát hiện tải. Sau khi xác nhận rằng chỉ có một lớp bảng điều khiển được lấy, bốn cốc hút hình đĩa nhỏ gắn vào một đầu của bảng điều khiển
và lắc mạnh lên và xuống trong vài giây để đảm bảo bất kỳ bảng điều chỉnh bổ sung nào bị rung chuyển. Sau đó, bộ điều khiển di chuyển dọc theo đường ray hướng dẫn đến cổng cho ăn của thiết bị xử lý.
4. Khai phân hóa: Sau khi bảng điều khiển được chuyển đến vị trí được chỉ định của thiết bị xử lý, cốc hút sẽ giải phóng chân không để hoàn thành quá trình tải. Đồng thời,
Một bộ cơ chế thu thập khác được đồng bộ loại bỏ bảng điều khiển từ thiết bị và chuyển nó sang dòng băng tải dỡ tải.
5. Hoạt động: Nền tảng nâng của giá cho ăn tăng dần khi việc lấy được tiến hành để giữ cho chiều cao bề mặt lấy ổn định. Khi tất cả các bảng trên pallet được xử lý,
Các thiết bị phát hành một lời nhắc thay đổi vật liệu.

