
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Các sản phẩm





Máy gấp hộp tự động
Máy gấp hộp tự động này được sử dụng để đóng thùng thành hộp; Chúng tôi rất mong được hợp tác với bạn, nếu bạn muốn biết thêm, bạn có thể tham khảo ý kiến của chúng tôi ngay bây giờ, chúng tôi sẽ trả lời bạn kịp thời!
Gửi yêu cầu
Mô tả Sản phẩm
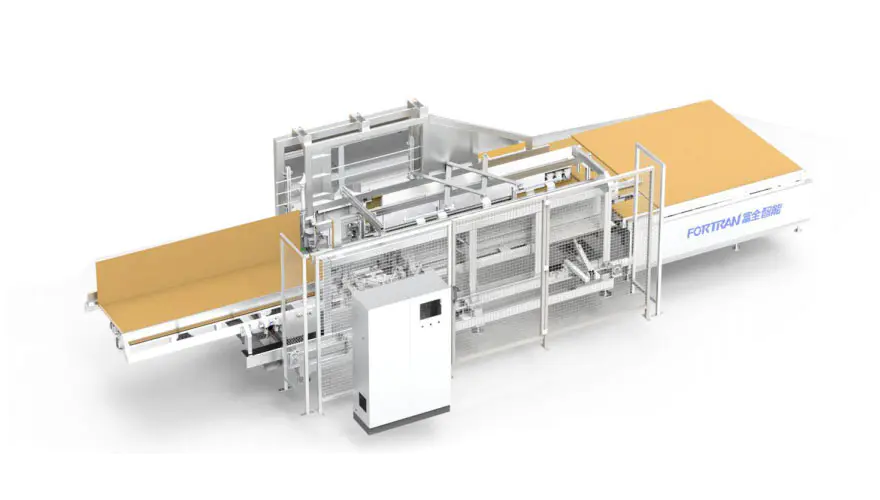
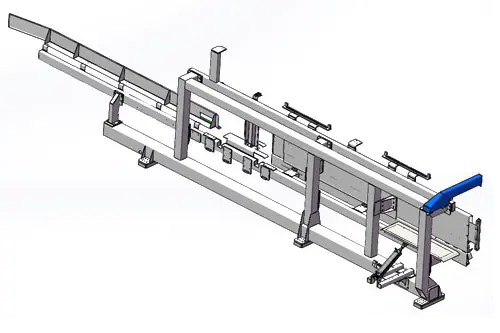
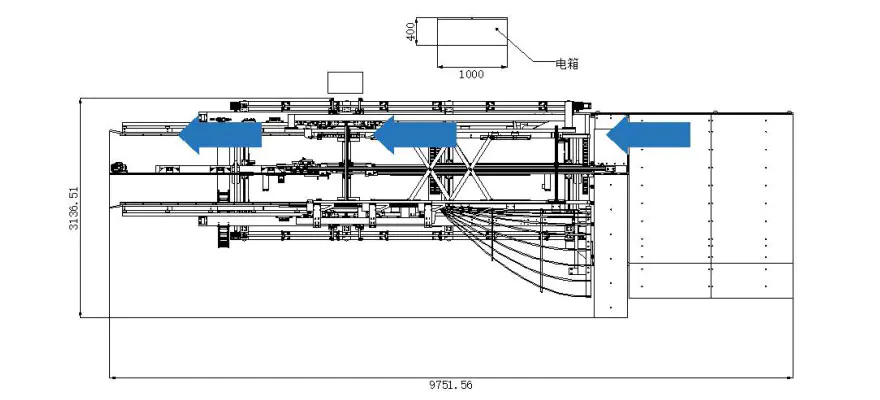
Hình ảnh tổng thể của máy
Thông số thiết bị
| Kích thước bên ngoài L*W*H(mm) |
Trọng lượng bản thân của thiết bị(kg) | Nguồn điện (kW) | Tải trọng truyền tải(kg) | Chiều cao làm việc(mm |
| 9760*3550*2500 | Khoảng 3700 | 4,5kW (không bao gồm bộ phận dán) |
50 | 830±40 (không xác định. Tùy thuộc vào khách hàng |
Phạm vi xử lý
| Phạm vi xử lý thùng carton L(mm) | Phạm vi xử lý thùng carton W(mm) | Phạm vi xử lý thùng carton H(mm) | Hiệu suất gấp (lần/phút) | Độ dày giấy gợn sóng(mm |
| 400-2800 | 320-900 | 40-250 | 5-7 | 2,5-6 |
Tính năng sản phẩm
1 Thương hiệu phụ kiện cốt lõi: động cơ servo - Đổi mới, dây đai đồng bộ - Người làm vườn, ổ trục - TR, động cơ chuyển đổi tần số --- Đổi mới:
2 Toàn bộ đường ống giá đỡ được hàn và xử lý bằng giàn, có độ chính xác cao, đáng tin cậy và bền bỉ.
3 Cơ chế tuyến tính của máy hộp gấp được dẫn hướng bằng ray dẫn hướng tuyến tính chính xác, có độ tin cậy và độ bền cao.
4 Giấy truyền cốc hút sử dụng động cơ servo có độ chính xác cao, dễ điều khiển và có thể cải thiện độ chính xác của thiết bị;
5 Máy có thể được sử dụng một mình hoặc kết hợp với dây chuyền đóng gói tùy chỉnh. Cách sử dụng có thể thay đổi và linh hoạt
Chức năng
1 Công dụng
A. Máy gấp hộp tự động này được sử dụng để đóng thùng thành hộp;
B. Thiết bị này được sử dụng để làm hộp carton mẫu M/A-0410;
C. Đầu tiên, chuẩn hóa thùng carton, nhấn kích thước đầu vào tương ứng và bắt đầu, sau đó nhập thiết bị để tự động tạo hộp;
2 Tổng quan về nguyên lý làm việc
Toàn bộ bộ thiết bị được chia thành năm phần: cơ cấu sàn cấp liệu, cơ cấu khung chính, cơ cấu gấp bên cố định, cơ cấu gấp bên di động và hộp số trung gian cơ chế:
A. Khi làm việc, đầu vào màn hình thao tác tương ứng với kích thước của hộp gấp; Sau khi định vị sẵn sàng, sau khi da giấy được căn chỉnh với điểm chuẩn phía trước và điểm chuẩn bên theo hướng dương, nhấn thiết bị nút khởi động màu xanh lá cây để tự động khởi động cốc hút để hút da giấy vào lối vào của phần máy hộp gấp;
B. Cốc hút đẩy da giấy vào phần gấp, cạnh cố định và cạnh dài di chuyển tương ứng với đầu vào của cạnh gấp, sau đó tự động phun keo tại vị trí phun keo đã chỉ định, và vị trí gấp mặt trước được hoàn thành từng cái một;
C. Sau khi hộp gấp mặt trước đạt đến vị trí chỉ định, sau khi siết chặt áp suất hướng xuống của xi lanh, cốc hút ngay lập tức hạ xuống và đặt lại về vị trí ban đầu, cốc hút phía sau được gắn vào đầu sau của tờ giấy và chờ đợi; sau khi mặt cố định và cạnh gấp của mặt di chuyển hoạt động cùng lúc, nhóm lật được đặt lại sau khi hoàn thành; Cốc hút phía sau đẩy da giấy về phía trước đến vị trí đúc của hộp gấp phía sau và tự động phun keo đến vị trí được chỉ định;
3 Cơ cấu chức năng"
-
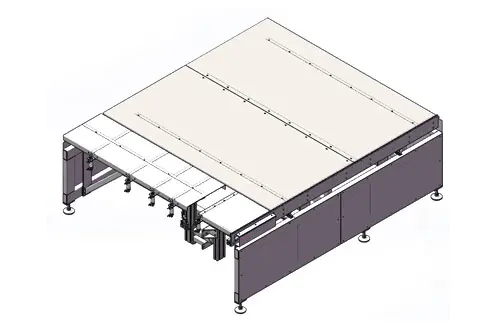
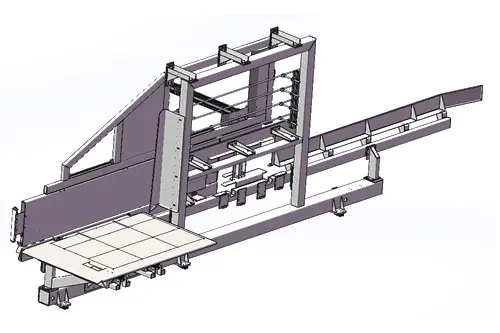
Cấu trúc bàn ăn
-
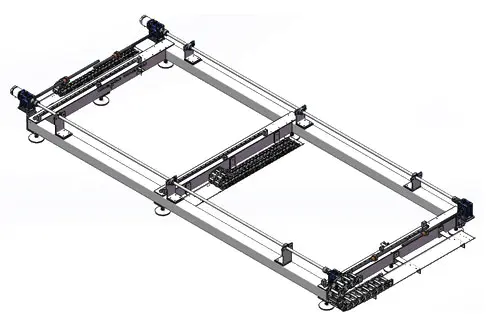
Cấu trúc cơ sở giá đỡ
-
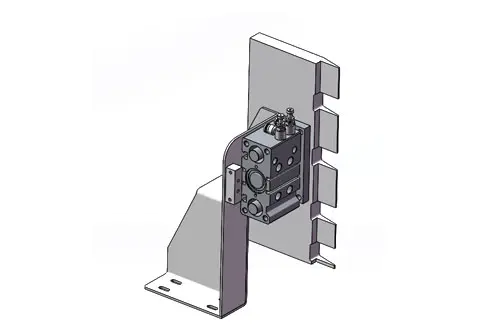
Bộ giá đỡ gấp cố định
-
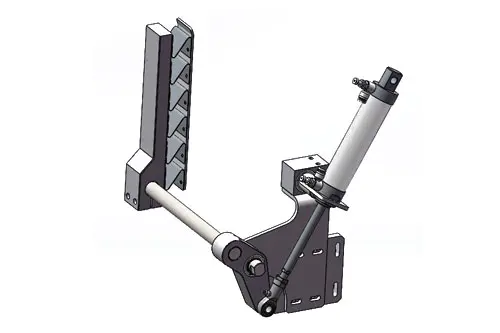
Bộ giá đỡ gấp di động
-

Năm bộ phận của cơ cấu dẫn động giữa
-
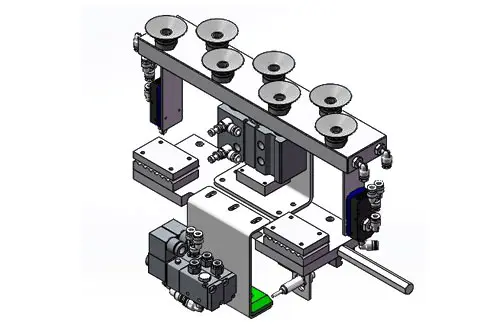
Nhóm cốc hút tầm trung
-
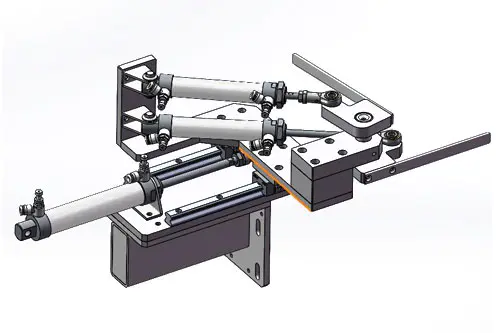
Nhóm mở rộng gấp
-
Nhóm tấm ép
-
Nhóm quay mặt
-

Nhóm ghế tai xoay
-

Nhóm ép cạnh phụ cấp trung
-
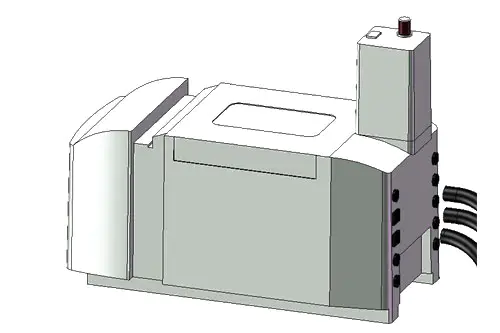
Hệ thống máy dán keo
| Số seri | Tên | Đặc điểm phân biệt | Người mẫu |
| 1 | Cấu trúc bàn ăn | Bàn vật liệu phía trước được đặt ở vị trí bảng phẳng và xi lanh điều khiển chốt nâng và định vị; mô tơ servo bên định vị chính xác vị trí chuẩn bị của nguồn cấp giấy da; |
|
| 2 | Cấu trúc cơ sở giá đỡ | Đế của giá đỡ máy tính lớn, cơ cấu gập di động điều khiển liên kết servo và cơ cấu truyền động trung gian chính xác hơn; |
|
| 3 | Bộ giá đỡ gấp cố định | Khung gấp bên cố định, gấp xi lanh cạnh ngắn, cấp liệu dẫn hướng phụ bằng kim loại tấm ở cả hai bên; gia công giàn hàn giá đỡ; độ chính xác lắp ráp cao, độ chính xác vận hành cao, đảm bảo tuổi thọ lâu dài và độ ổn định tốt của thiết bị; |
|
| 4 | Bộ giá đỡ gấp di động | Khung gấp bên di chuyển, gấp xi lanh cạnh dài, dẫn hướng phụ trợ bằng kim loại tấm ở cả hai bên; gia công giàn hàn giá đỡ; độ chính xác lắp ráp cao, độ chính xác vận hành cao, đảm bảo tuổi thọ lâu dài và độ ổn định tốt của thiết bị; |
|
| 5 | Năm bộ phận của cơ cấu dẫn động giữa | Bộ truyền động điều khiển servo, nhóm cốc hút ở giữa điều khiển chuyển động của da giấy, động cơ xả dẫn động dây xích dẫn động xả da giấy; |
|
| 6 | Nhóm cốc hút tầm trung | Đai của động cơ servo điều khiển chuyển động, xi lanh lên xuống và chân không cốc hút hấp thụ truyền da giấy, vận hành và định vị chính xác; |
|
| 7 | Nhóm mở rộng gấp | Việc mở rộng xi lanh phía trước và phía sau phối hợp với đường ray dẫn hướng để di chuyển qua lại, và cơ cấu cánh tay đòn xi lanh nhóm thực hiện việc gấp các thông số kỹ thuật và kích cỡ khác nhau; |
|
| 8 | Nhóm tấm ép | Trụ nở ra trước sau, tác dụng uốn cong tai để làm thẳng hộp thành một góc vuông; |
|
| 9 | Nhóm quay mặt | Nó chủ yếu chịu trách nhiệm ép mặt trước và mặt sau của thùng carton lên trên, đồng thời hộp số dạng ống lồng hình trụ dẫn động cánh tay đòn, sao cho keo nóng chảy chắc chắn và ổn định; |
|
| 10 | Nhóm ghế tai xoay | Việc mở rộng ổ đĩa xi lanh dẫn động cánh tay đòn. Sau khi cánh tay đòn được đặt ở một góc vuông, xi lanh áp suất thấp hơn sẽ kẹp vào da giấy, với lớp keo nóng chảy nén nhóm quay bên để làm cho nó chắc chắn và ổn định; |
|
| 11 | Nhóm ép cạnh phụ cấp trung | Cánh tay đòn dài phối hợp với đường ray dẫn hướng để đạt được vị trí chính giữa hoàn toàn tự động ở giữa thùng carton; vật liệu khối phía trước hỗ trợ nhóm cốc hút phía dưới hấp thụ da giấy; mặt sau được chia thành hai nhóm xi lanh trước và sau để điều khiển mặt trước và mặt sau của cánh tay đòn nhằm hỗ trợ mép giấy của giấy; để tránh da giấy quá rộng và gây ra vấn đề đúc không chính xác. |
|
| 12 | Hệ thống máy dán keo | Trong hệ thống máy dán keo, chúng tôi sử dụng trọn bộ phụ kiện nhập khẩu nguyên chất của Le Baide, có thể thực hiện phun keo liên tục, đầy đủ chức năng, lắp đặt đơn giản, vận hành thuận tiện; |
|
Ba chế độ xem (Không xác định vì kích thước thay đổi theo tham số)

Sơ đồ mô hình quá trình sản xuất (Chưa xác định được vì kích thước thay đổi theo thông số)
Thẻ nóng: Máy gấp hộp tự động
Danh mục liên quan
Dòng băng tải con lăn không có nguồn
Dòng bàn nâng thủy lực loại kéo
Dây chuyền sản xuất nội thất nhà máy thông minh
Dòng bao bì thông minh
Dòng băng tải được cung cấp năng lượng
Nhà máy thông minh Dây chuyền sản xuất đồ nội thất Dòng máy đơn
Dòng con lăn
Giải pháp cửa
Máy làm sạch tấm tự động
Gửi yêu cầu
Xin vui lòng gửi yêu cầu của bạn trong mẫu dưới đây. Chúng tôi sẽ trả lời bạn trong 24 giờ.







